


如何用激光进行塑料焊接?
透过式激光焊接技术
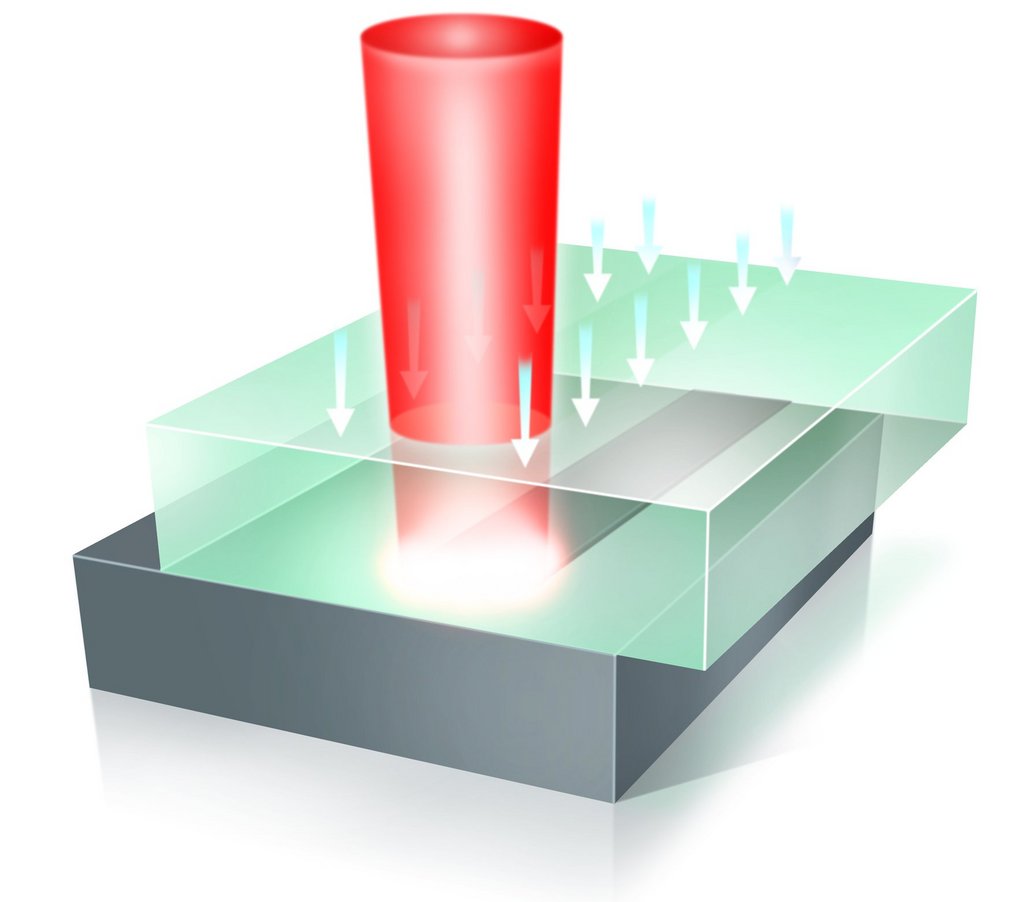
通过透光式激光焊接技术进行连接的塑料零部件透光率属性是不尽相同的。将透光与吸光两种热塑性材料用夹具夹在一起,透光材料在上,吸光材料在下,施以一定夹持压力。激光束穿透上层透光工作,到达下部的吸光材料表面,激光光能转变成热能,使其表面熔化,同时热量也以传导方式,从底面传递到与其压接的上层透光工件的接触面上,使其融化,从而实现激光热熔焊接。最终形成如同底层材料般可靠坚实的塑料连接体。

透光率检测设备TMG3
获取塑料焊接透光数据,更好确保焊接质量。LPKF同时提供一个透光测试设备TMG3来帮助用户更好地焊接塑料。
LPKF产品线中的特殊产品:新增针对透明对透明塑料的ClearJoining工艺流程供客户选择。
哪一种工艺是最适合您的应用?期待您的问询!
激光塑料焊接方式


应用原理:
从小到大的零部件,诸如车灯,太阳能板,包括3D应用和微流体组件
主要特点:
- 追溯预先设定好的焊接轮廓
- 实时加热
- 过程监控
- 通过扫描单元,机器手臂或者单向轴来运送零件
过程:
轮廓焊接可加工大小工件,如汽车车体零部件、车灯或太阳能板。轮廓焊接尤其在进给速度方面与更经常使用的准同步和同步焊接方法存在区别。
定位系统通过机器人自行移动激光或者使用光纤电缆将光束耦合至移动聚光元件,引导激光束沿接合线行进。
应用原理
从小到大的零部件,诸如车灯,太阳能板,包括3D应用和微流体组件
主要特点::
- 追溯预先设定好的焊接轮廓
- 实时加热
- 过程监控
- 通过扫描单元,机器手臂或者单向轴来运送零件
过程:
轮廓焊接可加工大小工件,如汽车车体零部件、车灯或太阳能板。轮廓焊接尤其在进给速度方面与更经常使用的准同步和同步焊接方法存在区别。.
定位系统通过机器人自行移动激光或者使用光纤电缆将光束耦合至移动聚光元件,引导激光束沿接合线行进。

应用原理:
圆柱体的连接
主要特点:
- 简单坚实的系统结构
- 通过旋转移动更快的焊接工艺
- 可靠的工艺过程监控
- 工艺参数可调
- 良率极高质量可靠
过程:
要焊接旋转体,工件轴向旋转多次以均匀加热焊线。此工艺需要的焊接方法是径向焊接。所需夹持力来自工件本身,通过接触面配合产生。
如果工件本身无法旋转,可用其它代替方法:围绕固定工件旋转光学元件,或使用镜子和基于扫描仪的激光头将激光束聚焦到圆周水平焊接平面。
应用原理
圆柱体的连接
主要特点
- 简单坚实的系统结构
- 通过旋转移动更快的焊接工艺
- 可靠的工艺过程监控
- 工艺参数可调
- 良率极高质量可靠
过程:
要焊接旋转体,工件轴向旋转多次以均匀加热焊线。此工艺需要的焊接方法是径向焊接。所需夹持力来自工件本身,通过接触面配合产生。
如果工件本身无法旋转,可用其它代替方法:围绕固定工件旋转光学元件,或使用镜子和基于扫描仪的激光头将激光束聚焦到圆周水平焊接平面。
应用原理:
焊缝宽度可变的大型3D部件,例如汽车尾灯
主要特点:
最新研发的专利技术, 具有高性能的焊接系统
- 用于批量生产尺寸不超过1000 mm x 750 mm的塑料部件
- 焊缝宽度可从1.5 mm无限调整至5 mm
- Z轴灵活:高度差可达400 mm
- 通过焊缝监控焊接过程
- 周期非常短
- 完备的流程控制
过程:
摆振焊接是针对大型三维部件的特殊焊接工艺。利用准同步焊接过程中的附加振幅,激光束垂直于送料方向偏转,从而产生1 mm到5 mm之间的不同焊缝宽度且温度分布特别均匀。局部公差可抵消。设备专用软件可自动激活摇摆功能并计算均匀的能量输入水平,即使在高度上存在差异。
应用原理
焊缝宽度可变的大型3D部件,例如汽车尾灯
主要特点
最新研发的专利技术, 具有高性能的焊接系统
- 用于批量生产尺寸不超过1000 mm x 750 mm的塑料部件
- 焊缝宽度可从1.5 mm无限调整至5 mm。
- Z轴灵活:高度差可达400 mm
- 通过焊缝监控焊接过程
- 周期非常短
- 完备的流程控制
过程
摆振焊接是针对大型三维部件的特殊焊接工艺。利用准同步焊接过程中的附加振幅,激光束垂直于送料方向偏转,从而产生1 mm到5 mm之间的不同焊缝宽度且温度分布特别均匀。局部公差可抵消。设备专用软件可自动激活摇摆功能并计算均匀的能量输入水平,即使在高度上存在差异。

应用原理:
- 汽车行业,例如尾灯、前照灯、仪表盘
- 焊缝直接可见且符合美学标准的大型空间组件
主要特点:
- 加工可靠且焊缝美观
- 不再需要焊接后回火或者回火降至最低
- 无需上模
- 无磨损或污染
- 高产能和灵活性
过程:
LPKF复合焊接专利中,多色光源(如卤素发生器)用作辅助热源。这种组合提高了加工速度,加工出美观的高质量焊缝,同时降低了应力。因此,LPKF复合焊接实现了其他焊接工艺不可能始终执行的任务:可靠、完美、几乎无应力的焊缝,无需后续处理。
LPKF 将完整焊接头组装在多轴机器人上,为系统带来极高灵活性。
应用原理
- 汽车行业,例如尾灯、前照灯、仪表盘
- 焊缝直接可见且符合美学标准的大型空间组件
主要特点:
- 加工可靠且焊缝美观
- 不再需要焊接后回火或者回火降至最低
- 无需上模
- 无磨损或污染
- 高产能和灵活性
过程
LPKF复合焊接专利中,多色光源(如卤素发生器)用作辅助热源。这种组合提高了加工速度,加工出美观的高质量焊缝,同时降低了应力。因此,LPKF复合焊接实现了其他焊接工艺不可能始终执行的任务:可靠、完美、几乎无应力的焊缝,无需后续处理。
LPKF 将完整焊接头组装在多轴机器人上,为系统带来极高灵活性。
主要应用:
- 医疗技术应用,如导管和人造瘘
- 微流体
主要特点:
该工艺克服了传统透射焊接的局限性,即使在透明部件中也能吸收激光。
过程:
在激光传输焊接中,其中一个塑料部件需要吸收激光能量。那么,两个透明的塑料部件,基于激光技术怎么完成呢?LPKF的专利透明焊接工艺,用于无添加剂的透明与透明部件的连接。
我们的应用工程师也可以向您推荐哪个工艺过程最适合您。请您联系我们!
主要应用:
- 医疗技术应用,如导管和人造瘘。
- 微流体
主要特点:
该工艺克服了传统透射焊接的局限性,即使在透明部件中也能吸收激光。
过程:
在激光传输焊接中,其中一个塑料部件需要吸收激光能量。那么,两个透明的塑料部件,基于激光技术怎么完成呢?LPKF的专利透明连接工艺,用于无添加剂的透明与透明部件的连接。
我们的应用工程师也可以向您推荐哪个工艺过程最适合您。请您联系我们!
持续追踪助力工艺过程监控
LPKF激光塑料焊接
LPKF塑料焊接具有三个显著的优势:成本收益、技术领先且质量可靠。品质保证的重要性不断提高, LPKF激光塑料焊接确保品质输出。激光塑料焊接是一种非常可靠的焊接工艺。为了满足高的标准要求,LPKF还配备了工艺过程控制,以确保焊接过程中焊缝的质量。其优势在于是激光在加工过程中可实时修正,因此可避免报废。预加工的影响,可快速检测材料属性的变化,故障零件可从生产工艺中及时筛出。


LPKF的四个补充测试工艺
品质保证源于可靠的焊接工艺以及不断测试可行性。LPKF系统集成了工艺过程监控,以及纠正最小偏差的调节机制。
- 熔深监控检测直接和间接缺陷,确保防护等级达到IP69。
- 高温计监测温度变化— 检查焊接结果是否一致
- 烧灼检测使用光学传感器找出烧灼
- 摄像头支持的图像采集检测焊缝中最微小的缺陷。
这些不同工艺过程监控的使用取决于所选材料和焊接方式。将两个或更多方法与端到端数据采集相结合,甚至可满足不同行业苛刻的标准要求。
如果材料的激光透光率需要提前测试,则使用LPKF TMG3透光率测试仪。在进行激光塑性焊接之前,可以快速、方便地检查光传输性能。这样,当不合适的零部件进入生产流程之前,就会发现由于预加工影响而产生的材料偏差。这在保证整体质量的前提下是非常必要的。